|
|
|




















|
|


Im Online Czat teraz
Orzecznictwo

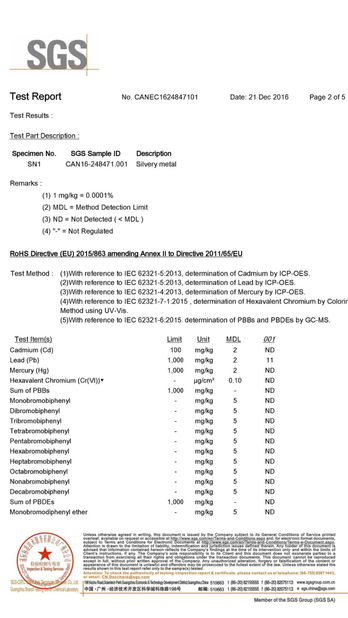
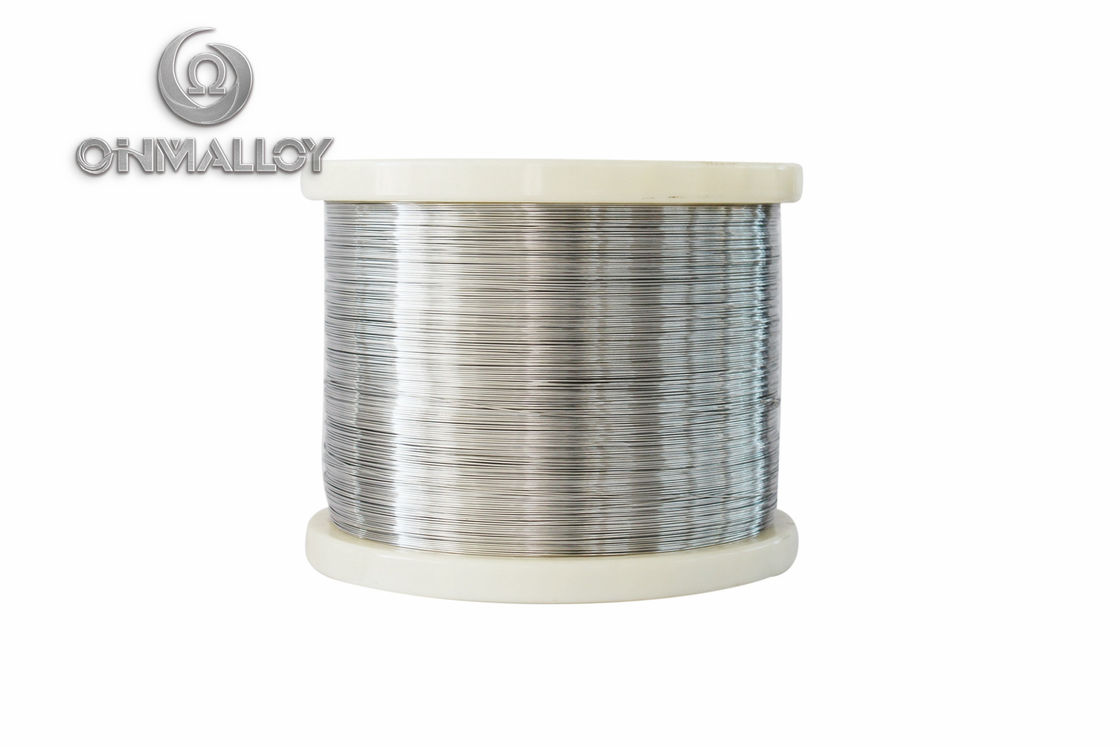
Szklana uszczelka metalowa ASTM F30 FeNi52 Drut ze stopu o niskiej rozszerzalności
|
|
Szczegóły Produktu:
Zapłata:
|






Szczegółowy opis produktu
| Materiał: | Stop 52 | Rodzaj materiału: | Precyzyjny stop |
|---|---|---|---|
| Średnica: | 0,05 mm ~ 10 mm | Pakiet: | Szpula i cewka |
| Waga cewki: | 5 ~ 50 kg | Nazwa zwyczajowa: | FeNi52 |
| Podanie: | Szklana metalowa uszczelka | Chemia: | Fe, Ni Alloy |
| Rodzaj stopu: | Expansion Alloy | ||
| Podkreślić: | Drut ze stopu o niskiej rozszerzalności FeNi52,drut o niskiej rozszerzalności ASTM F30,drut szklany z metalową uszczelką FeNi52 |
||
Drut ze stopu o niskiej rozszerzalności ASTM F30 / stop niklu 52 / N52 / Niloy52
Opis produktu
Stop żelazowo-niklowy o stałej rozszerzalności to seria stopów o stałej rozszerzalności, które można dopasować do miękkiego szkła i ceramiki o różnych współczynnikach rozszerzalności w danym zakresie temperatur poprzez dostosowanie zawartości niklu.Współczynnik rozszerzalności i punkt Curie rosną wraz ze wzrostem zawartości niklu.To połączenie złota jest szeroko stosowanym materiałem uszczelniającym w branży elektrycznej próżni
Skład chemiczny
| Stopień | DO% | P% | S% | Mn% | Si% | Cu% | Cr% | % Mo | Ni% | Współ% | Fe% |
| Stop 52 | Maks. 0,05 | Maks. 0,020 | Maks. 0,020 | Max 0,80 | Max 0,30 | / | / | / | 51,5 ~ 52,5 | / | Bal. |
Specyfikacje
| Stopień | Nazwa zwyczajowa | Nazwa zwyczajowa |
| Stop 52 | Vacodil520 | NILO 52 |
Właściwości fizyczne
| Stopień | Gęstość | Oporność |
| Stop 52 | 8,25 g / cm3 | 0.43 |
![]()
Wielkość ziarna stopu 52
Wielkość ziarna taśmy do głębokiego tłoczenia stopu nie powinna być mniejsza niż poziom 7, a wielkość ziarna mniejsza niż poziom 7 nie powinna przekraczać 10% powierzchni.Gdy szacuje się średni rozmiar ziarna taśmy o grubości mniejszej niż 0,13 mm, liczba ziaren na grubości taśmy nie powinna być mniejsza niż 8.
Wydajność spawania stopu 52
Połączone złoto ma dobre właściwości spawalnicze i może być lutowane oraz spawane punktowo.Połączenie złota i miękkiego szkła powinno być wstępnie utlenione przed uszczelnieniem.
Współczynnik rozszerzalności
| Stop | Liniowy współczynnik rozszerzalności cieplnej a, 10-6 / ° C | |||||||
| 20-200 ° C | 20-300 ° C | 20-350 ° C | 20-450 ° C | 20-500 ° C | 20-600 ° C | 20-700 ° C | 20-800 ° C | |
| Kovar | 10.4 | 10.2 | 10.3 | 10.3 | 10.3 | 10.8 | / | / |
Obróbka cieplna stopu 52
(1) Wyżarzanie odprężające Aby wyeliminować naprężenia szczątkowe części po obróbce, wymagane jest wyżarzanie odprężające: 430 ~ 540 ℃, ochrona cieplna 1 ~ 2 godziny, chłodzenie pieca lub chłodzenie powietrzem.[1]
(2) Wyżarzanie pośrednie W celu wyeliminowania zjawiska utwardzania spowodowanego przez stop w procesie walcowania na zimno, ciągnienia na zimno i tłoczenia na zimno w celu ułatwienia dalszej obróbki.Przedmiot obrabiany musi zostać podgrzany do 700 ~ 800 ℃ w próżni lub atmosferze ochronnej przez 30 ~ 60 minut, a następnie schłodzony w piecu, chłodzony powietrzem lub hartowany wodą.
(3) Obróbka wstępnego utleniania Kiedy łączone złoto jest używane jako materiał uszczelniający, powinno zostać wstępnie utlenione przed uszczelnieniem.Na powierzchni stopu tworzy się jednolita i gęsta warstwa tlenku.Części są podgrzewane w nasyconym, mokrym wodorze w 1100 ° C przez 30 minut, a następnie utleniane na powietrzu w około 800 ° C przez 5-10 minut.Przyrost masy części powinien wynosić 0,1 ~ 0,3 mg / cm2
profil firmy
![]()
Zdjęcia klientów
![]()
Wystawa
![]()
Proces produkcji
![]()
Testowanie ekwipunku
![]()
![]()
Wysyłka
![]()
Skontaktuj się z nami
![]()
Szczegóły kontaktu
Ohmalloy Material Co.,Ltd
Osoba kontaktowa: Mr. Qiu
Tel: +8613795230939
Wyślij zapytanie bezpośrednio do nas
Jeszcze Precyzyjne stopy
-
Stopy na bazie niklu w piecach próżniowych
-
Precyzyjny stały stop magnetyczny 3J53 podobny do rozpiętości Ni C.
-
Rury kapilarne Invar36 FeNi36 precyzyjne, stosowane w przemyśle medycznym
-
Najwyższej jakości gotowa zaprawa tuby Kovar / rury 4J29 / 29HK
-
Drut ze stopu niklowanego Fe NiCo17 do uszczelniania i dopasowywania materiałów ceramicznych
-
Constant Elastic Alloy 0.125mmx25mm 3J53 Strip for Spring