|
|
|




















|
|


Im Online Czat teraz
Orzecznictwo

Drut ze stopu FeCrAl o grubości 1,6 mm, 2,0 mm, 3,17 mm do powłok natryskiwanych cieplnie
|
Szczegóły Produktu:
Zapłata:
|

Szczegółowy opis produktu
| Kształt: | drut | Aplikacja: | Spray termiczny |
|---|---|---|---|
| Skład chemiczny: | NiAl | Tworzywo: | Nichrom |
| Średnica: | 3.17mm | Powierzchnia: | Jasne i miękkie |
| Stan: | Miękki | Nazwa produktu: | drut oporowy |
Drut ze stopu FeCrAl o średnicy 1,6 mm, 2,0 mm, 3,17 mm do powlekania natryskiem cieplnym
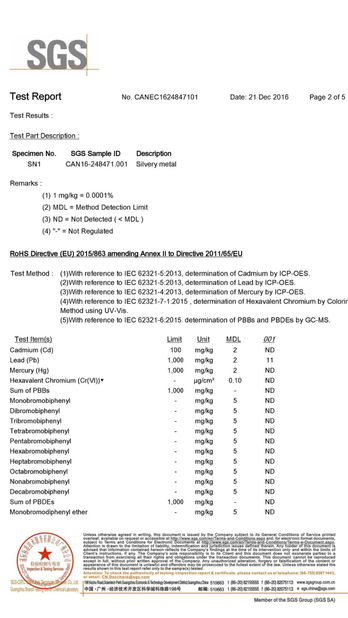
PRZEGLĄD PRODUKTU
Techniki natryskiwania cieplnego to procesy powlekania, w których stopione (lub podgrzane) materiały są natryskiwane na powierzchnię.„Materiał wsadowy” (prekursor powłoki) jest podgrzewany za pomocą środków elektrycznych (plazma lub łuk elektryczny) lub chemicznych (płomień spalania). Natryskiwanie cieplne może zapewnić grube powłoki (przybliżony zakres grubości od 20 mikrometrów do kilku mm, w zależności od procesu i materiału wsadowego), na dużym obszarze z wysoką szybkością osadzania w porównaniu do innych procesów powlekaniatakich jak galwanizacja, osadzanie fizyczne i chemiczne z fazy gazowej. Materiały powłokowe dostępne do natryskiwania cieplnegoobejmują metale, stopy, ceramikę, tworzywa sztuczne i kompozyty. Są one podawane w postaci proszku lub drutu, podgrzewane do stanu stopionego lub półstopionego i przyspieszane w kierunku podłoży w postaci cząstek o rozmiarze mikrometrów.
Spalanie lub wyładowanie łukowe jest zazwyczaj wykorzystywane jako źródło energii do natryskiwania cieplnego. Powstałe powłoki są tworzone przez akumulację licznych natryskiwanych cząstek. Powierzchnia może nie nagrzewać się znacząco, co pozwala na powlekanie substancji łatwopalnych.
Jakość powłoki jest zazwyczaj oceniana przez pomiar jej porowatości, zawartości tlenków, twardości makro i mikro, siły wiązania i chropowatości powierzchni. Ogólnie rzecz biorąc, jakość powłoki wzrasta wraz ze wzrostem prędkości cząstek.
Warstwy wiążące nakładane za pomocą natrysku drutu łukiem elektrycznym są bardzo czyste i łatwiejsze w obróbce niż ich odpowiedniki natryskiwane proszkowo. Druty są popularne do napraw elementów maszyn, najczęściej na podłożach ze stali węglowej, stali niskostopowej i stali nierdzewnej.
![]()
![]()
| Produkt | Skład chemiczny | Dostępne rozmiary | Produkty porównywalne | Twardość i siła wiązania | Typowe cechy i zastosowania | |
| Nazwa | ||||||
| NiAl95/5 | Nikiel Aluminium | 1,6 mm, 2,0 mm | Tafa 75B Bond Arc® | 78 Rb | Wysoka odporność na temperaturę | |
| Wiązanie Arc® | Metco 8400 | 9746 PSI | Odporny na utlenianie i ścieranie | |||
| Ni 5Al | Metco 450 | Gęste powłoki | ||||
| NiCr80/20 | Nikiel Chrom | 1,6 mm, 2,0 mm | Tafa 06C | 90 Rb | Nadający się do obróbki skrawaniem | |
| Ni 80 Cr 20 | Praxair 80/20 | 7324 PSI | Odporność na utlenianie cieplne | |||
| Metco Nickel #33 | Bariera tlenowa pod powłokami ceramicznymi | |||||
| Monel 400 | Monel | 1,6 mm, 2,0 mm | Tafa 70T | 80-84 Rb | Ochrona przed korozją morską | |
| Ni 27 Cu 2,0Fe 1,5Mg | Praxair Monel | 4307 PSI | Rolki drukarskie | |||
| Metco Monel | ||||||
| NiAl80/20 | Nikiel Aluminium | 1,6 mm, 2,0 mm, 3,17 mm |
Tafa 79B | 55-80 Rb | Wysoka odporność na temperaturę | |
| Ni 20Al | Metco 405-1 | Odporny na utlenianie i ścieranie | ||||
| Metco 405, 405NS | 8949 PSI | Gęste powłoki | ||||
Właściwości mechaniczne:
| Twardość powłoki | HRB 92 |
| Siła wiązania | 7324 PSI |
| Szybkość osadzania | 11 funtów/godz./100A |
| Stan | Drut lity |
| Średnica | 1,6 mm (14 ga), 3,2 mm |
| Rozmiar opakowania | 10 kg, 15 kg, dostosowane na życzenie klienta |
Specyfikacja drutu: 1,6 mm, 3,2 mm, 15 kg/szpulę
Produkty i opakowanie:
![]()
Szczegóły kontaktu
Ohmalloy Material Co.,Ltd
Osoba kontaktowa: Mr. Qiu
Tel: +8613795230939
Wyślij zapytanie bezpośrednio do nas
Jeszcze Nichrome Alloy
-
19 Węzły grzewcze Stopy drutu nichromowego
-
Ni80 AWG38 Jasny miękki drut oporowy z nichromu do papierosów elektronicznych
-
HRE Ferro Chromium Aluminium Element grzejny Płaski drut
-
Cr20Ni30 NiCr3020 Nichrome Almost, Nichrome Resistance Wire / Ribbon
-
ROHS Nichrome Alloy 19 Strands 60/61 Nikielowy drut chromowany do grzałek ceramicznych PWHT
-
Najwyższej klasy paska odpornościowa Nichrome 80/20 UNS N06003, DIN 2.4869